5种常见的丝锥涂层, 第3种你肯定熟悉!

由于工作的原因,博主会经常接触到不同种类的丝锥。记得以前客户使用的多为无涂层或黑色氧化处理(VAP)的丝锥,近几年来,随着科技的发展及机加工行业的需求,涂层丝锥应用则越来越广。
故而,本文简介5种常见的丝锥涂层,供需要的朋友参考。
1、发展丝锥涂层的目的
发展丝锥涂层技术的主要目的是提高生产效率和降低生产成本。优点主要表现在以下几点:
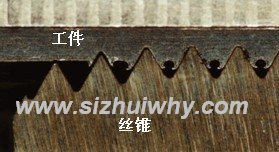
挤压丝锥: 设计原理、优缺点 & 底孔直径怎么选用
挤压丝锥是一种先进的无屑成型螺纹加工刀具,加工后螺纹精度高,被广泛应用在汽车、航空、电子等精工行业。
由于挤压成型无切屑干扰,因此加工螺纹精度可高达4H,螺纹表面粗糙度可达Ra0.3左右。
用切削丝锥加工的螺纹的金属组织纤维是间断的,而挤压螺纹的金属组织纤维则是连续的。因此,挤压螺纹强度较之切削螺纹可提高30%左右。
此外,由于挤压导致的冷作硬化现象,螺纹表面硬度较之芯部可提高40%-50%,同时螺纹表面的耐磨性也得到极大提高。
挤压丝锥无切削刃、无容屑槽、丝锥强度高,通常不会出现崩刃现象。此外,挤压丝锥较之一般切削丝锥(比如螺旋槽丝锥)寿命可提高3倍以上,攻丝速度也会有较大提高。
内容屑丝锥简介:设计原理、优点 & 应用场合
内容屑丝锥(INNENSPAN)又叫内排屑丝锥,是一种先进、高效的螺纹加工刀具,是德国REIME-NORIS公司的专利产品。
其显著特点是:在头部开一个足够大的容屑槽,工作时切削内排,避免与已加工螺纹接触,采用这种特殊的设计以达到优良的加工质量。
它既适用于数控镗铣床对大直径内螺纹孔的加工,同时也适用于摇臂钻床上加工内螺纹孔。最大加工螺纹可达M300,是除螺纹铣刀之外大孔径螺纹高效加工的首选。
常用规格有:M42、M45、M48、M52、M56、M60、M64、M72X6.0等。
内容屑丝锥的主要优点:
1、加工通孔、盲孔均可;
2、适用于各种材料 ≤ 1100 N/mm2;
3、由于没有排屑槽,从而具有优异的自我导向;
4、铁屑排出方向始终与切割方向一致,不损伤螺纹;
5、加工时间短,生产效率高;
6、单支丝锥加工螺距可以高达 6.00 mm (根据材料),对于易排屑材料,螺距可以更大;
7、可多次修磨,节约成本;

内容屑丝锥主要组成是切削锥和导向两部分。
切削锥经全齿廓的铲磨,长度大约为3个螺距。导向部分没有沟槽,只是直径略小,起校准作用,避免因轴向或径向受力而导致螺纹偏斜。
内容屑丝锥主要应用于大直径、高质量螺纹孔的加工。M64以下的NORIS内容屑丝锥通常做成整体式。超过这个尺寸做成分体式。
所有NORIS内容屑丝锥都有导液孔(整体的在柄上,分体的在丝锥头部上端)。在盲孔螺纹攻丝的进程中,这些导液孔可以保证底孔中的冷却液顺利排出。

