高硬度材料攻丝: 如何对丝锥进行优化改进

众所周知,在所有使用丝锥攻丝的工况中,高硬度材料攻丝一直都是一个富有挑战性的难题。
原因很简单,费刀!一把成本几百、几千的丝锥,很可能只加工了几个、几十个螺纹孔就攻不动了,这无疑极大的增加了丝锥使用成本。
那么,有没有较好的方法来解决或者改善高硬度材料攻丝费刀这种状况呢?
答案当然是肯定的。本文就提供一个真实的案例:在现有条件下,如何优化普通丝锥加工高硬度合金材料。
丝锥断裂9大原因分析, 第8条其实很多人都不知道!

前些日子微信上有朋友给博主推荐了一篇《丝锥断裂9大问题分析汇总》的文章。粗略扫了一下,倍感眼熟。细细读了一遍,愈发亲切。
遂翻翻曾经的日志,原来是博主于2010年8月在机械社区上发过的一篇帖子。这不禁让我不胜感慨。
一是感慨时光流逝,自己也慢慢的地成长起来;二是自己的付出得到了一些朋友的认可,也许或多或少又影响了一些人;三是知识得到了进一步的传播,尽管传播的只是佚名。
活着,就是为了改变世界。以己绵薄之力,帮助并影响着他人,积极传播着正能量,人生还有什么比这更开心和有趣的事情么?
仅以此篇怀念逝去的时光和勉励现在的自己。
《丝锥札记》PDF文档限时下载
今天,博主给各位看官带来一些干货。
因为,之前有看官留言问,能不能发一些关于丝锥的带图片的技术文章,哪怕短一些也行。
想想也是,太长太枯燥了估计也看不下去。但是,若只发几张图片又觉得不像那么回事。
怎么办?
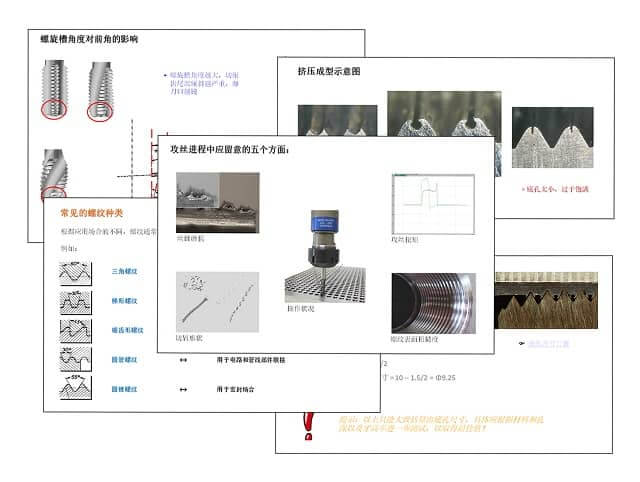
博主绞尽脑汁,把近来网友留言中关心的一些问题整理了一下,在此基础上增添、修订,并配以图片,编订出一卷与丝锥技术相关的PDF文档,暂定名《丝锥札记》。
内容主要涉及:
当然了,时间匆忙,水平有限,难免有所纰漏。如有好的建议请在下面留言告知,以便日后再次修订。
BSPT(Rc)螺纹如何攻丝
在整个英制管螺纹体系中容易使我们产生困惑的主要有两点,一是不同管螺纹如BSP、BSPT、BSPP、Rc、PT、G之间的区分及选用,二是英制锥管螺纹的加工。关于前者博客中已有具体介绍,此文主要介绍关于后者-Rc螺纹的攻丝。
关于Rc螺纹的攻丝方法常见的有不使用锥度铰刀和使用锥度铰刀两种,而我们的困惑常在于对具体规格各参数如攻丝底孔尺寸大小、螺纹深度等的不了解。现将其分列如下,以便按需查询。
- 不使用锥度铰刀
常用丝锥规格表 / 攻丝底孔对照表 (国标 & 英制)
关于攻丝底孔尺寸的确定博客中曾多有介绍,既包括具体的底孔直径手动计算方法,又有攻丝底孔自动在线计算程序。
尽管如此,仍感觉有些不足。
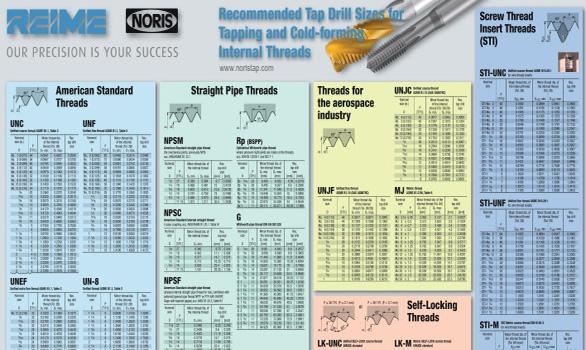
现提供NORIS常用攻丝底孔对照表一份,包含切削丝锥和挤压丝锥两种,方便有需要的朋友随时查看。
当然,亦可当做常用丝锥规格表使用。因为是高清PDF格式,如有必要也可打印挂墙。
点此直达免费下载 → (为了更好的沟通和交流,接下来烦请务必认真阅读)