高硬度材料攻丝: 如何对丝锥进行优化改进

众所周知,在所有使用丝锥攻丝的工况中,高硬度材料攻丝一直都是一个富有挑战性的难题。
原因很简单,费刀!一把成本几百、几千的丝锥,很可能只加工了几个、几十个螺纹孔就攻不动了,这无疑极大的增加了丝锥使用成本。
那么,有没有较好的方法来解决或者改善高硬度材料攻丝费刀这种状况呢?
答案当然是肯定的。本文就提供一个真实的案例:在现有条件下,如何优化普通丝锥加工高硬度合金材料。
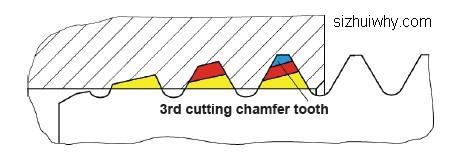
内螺纹切削的加工特点
BSPT(Rc)螺纹如何攻丝
在整个英制管螺纹体系中容易使我们产生困惑的主要有两点,一是不同管螺纹如BSP、BSPT、BSPP、Rc、PT、G之间的区分及选用,二是英制锥管螺纹的加工。关于前者博客中已有具体介绍,此文主要介绍关于后者-Rc螺纹的攻丝。
关于Rc螺纹的攻丝方法常见的有不使用锥度铰刀和使用锥度铰刀两种,而我们的困惑常在于对具体规格各参数如攻丝底孔尺寸大小、螺纹深度等的不了解。现将其分列如下,以便按需查询。
- 不使用锥度铰刀
丝锥攻丝过程中常见问题及解决措施
众所周知,攻丝是道很困难的工序。虽然我们希望一把丝锥能发挥最佳性能,“寿终正寝”,但往往事与愿违,实际攻丝过程中总会出现这样或那样的问题。出了问题就要想办法解决,尽管这有时候的确很难。
工作的原因,博主接触到不少攻丝过程中形形色色的难题,这些问题中有的的确十分棘手。现将丝锥攻丝过程中常见问题及解决措施列举如下,以供参考。