《丝锥札记》PDF文档限时下载
今天,博主给各位看官带来一些干货。
因为,之前有看官留言问,能不能发一些关于丝锥的带图片的技术文章,哪怕短一些也行。
想想也是,太长太枯燥了估计也看不下去。但是,若只发几张图片又觉得不像那么回事。
怎么办?
博主绞尽脑汁,把近来网友留言中关心的一些问题整理了一下,在此基础上增添、修订,并配以图片,编订出一卷与丝锥技术相关的PDF文档,暂定名《丝锥札记》。
内容主要涉及:
当然了,时间匆忙,水平有限,难免有所纰漏。如有好的建议请在下面留言告知,以便日后再次修订。
从一个零件看中美技术人员工艺设计的不同

如图,是美国转让给中国的某产品中的一个零件形状草图,材料是Φ66的硬铝棒料,机加工艺分三道工序加工:一序,六轴自动车,内外螺纹只加工底孔与外径,圆弧锥头部粗加工,其余尺寸加工合格;二序,螺纹铣,两个内螺纹,一个外螺纹;三序,六角车靠模板车弧锥体及小头。
设计依据是,要有月产两万件成品能力,此零件不能低于22000件。
机加之美: 一张有趣的机加照片
这阵子每天除了研究丝锥知识就一直泡在论坛里面,跟圈里的朋友聊些刀具、技术和其他乱七八糟的事情。
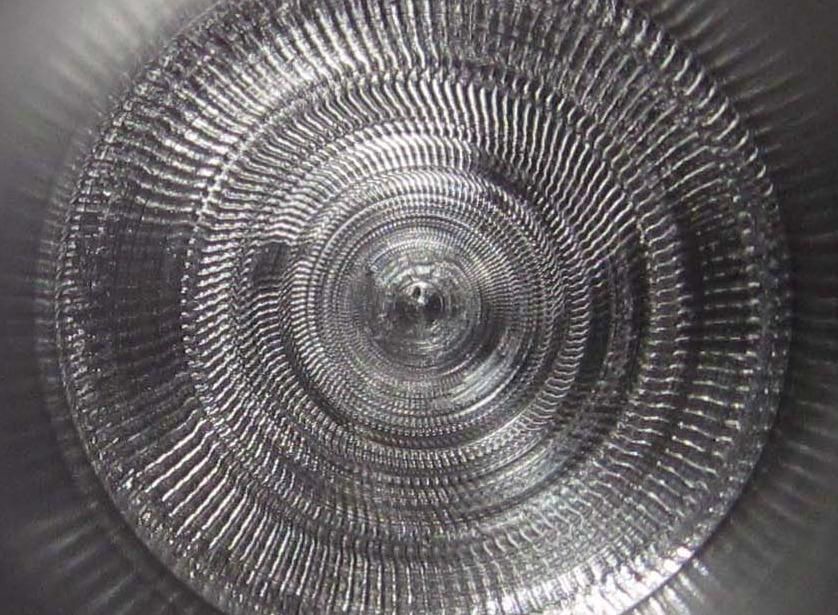
偶然间发现这张机加图片,视为绝美!
乍一看还以为是汽轮机叶片,细瞅又不是。车工?貌似也不是。
苦思半晌无果。待告知答案,又惊又叹。方感机加之奇、机加之美。只是我们不曾留意。
没有绝对先进的设备,只有先进的工艺!
技术方面的东西研究起来其实挺有趣的,刀具尤是如此。转一篇社友六角车比较有意思的文章。
某设计所的一批图纸,来到我厂加工,还跟着几名设计人员以备咨询和验收,产品是舰艇上使用的一种新型深水火箭弹引信,我们只管加工零件,不管组装,对我们这个厂来说,建厂以来就是专干这类活的,不论产品多么先进,零件加工不是铸造和冷加工就是切削加工,按着生产未动工艺先行的老套路,车间技术组的几名技术员按着分工合作的原则,先开始给自己分到的图纸编工艺。